The main recycling steps for large battery packs are:
- Deactivation
- Dismantling of the battery system
- Shredding of the battery component
- Pyrometallurgy/pyrolysis of the shredded components
- Sorting and treating of the black mass, including recovery of the electrolyte liquid
- Separation/hydrometallurgy of the individual raw materials
Deactivation means that the current and voltage in the Li‑ion battery pack are first discharged (e.g. by immersion in salt water) before the battery pack is disassembled. In the case of large Li‑ion batteries, this energy is also recovered and can be fed into the internal grid.
Due to the large number of materials in a complex, permanently installed battery pack protected by a housing and various designs, dismantling is a very laborious process. At present, this is mainly done manually: removing the cover, the electronic components, the arresters, the cooling elements, and the insulation. The plastic and metal parts obtained in this way, including the copper wiring, are disposed of via the normal recycling of recyclable materials. The individual battery cells, which are welded/bonded together in modules, are separated for further processing. The disassembled battery cells/modules are then shredded in a shredder. Due to the high reactivity of the components contained in the battery cells, this process must take place under a vacuum and within an inert gas atmosphere (e.g. Ar, N2, Cos) in liquid nitrogen or in a saltwater solution to avoid violent exothermic reactions. The toxic and corrosive gases produced in the process must be collected and purified in downstream exhaust systems. Typically, the low boiling components of the electrolytes are then recovered by vacuum distillation for possible further processing.
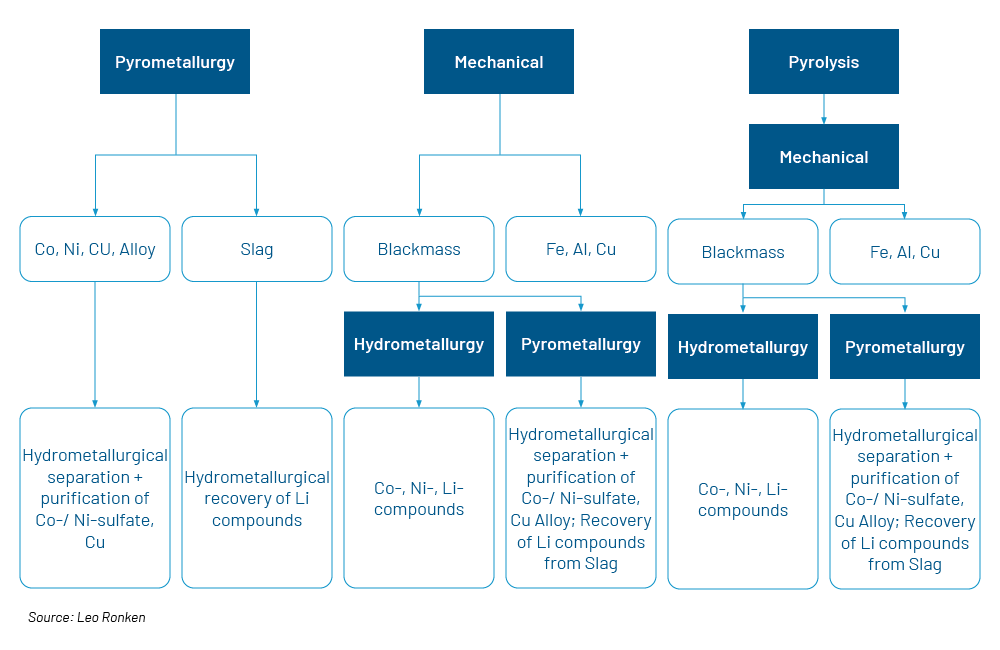
After drying, the shredded parts are separated into various raw material fractions such as steel, aluminium, and copper. What remains is the so‑called black mass, which is a mixture of electrode material, binders, additives, and residual electrolyte components. It contains cobalt, manganese, nickel, lithium, and graphite oxides, which are separated by pyrometallurgical and hydrometallurgical processes. Due to the binding agents used, it is difficult to separate the black mass into its raw material components. Solvents are used to attempt to filter out the binder.
Another option is to subject the shredded materials to a thermal treatment (pyrolysis) after the shredding process in order to remove the electrolytes (organic compound) and the fluorine-containing binder for the cathode and anode material, thus facilitating the separation of the black mass from the electrode foil.
Thermal treatment of the battery cells can also take place prior to the shredding process to pyrolytically split the organic components present in the battery cell, which also deactivates the residual energy contained in the cells. This allows the battery cells to be shredded under ambient conditions.
In the pyrometallurgical process, the battery cells/modules are melted directly in a shaft furnace at temperatures of up to 1,500 degrees Celsius. Organic components such as plastics, binder, and electrolytes evaporate and burn, releasing energy. The gases produced, such as CO2 and fluorinated gases, are cleaned by a downstream exhaust system. The metal compounds are melted, and the cobalt/nickel and iron compounds are reduced to metals using aluminium and graphite as reducing agents. The molten metals form an alloy that must be separated in a further hydrometallurgical step.
In the hydrometallurgical process, the components obtained from the previous recycling steps are separated into the various raw materials and purified. The metal alloy components obtained from the pyrometallurgical process are usually dissolved in acid (e.g. hydrochloric or sulphuric acid) and separated by precipitation/filtration or solvent extraction processes. The result is metal salts of high purity. The insoluble components (binder and graphite) are filtered off. In the subsequent solvent extraction using an organic acid, the metals are selectively extracted via a cation exchange reaction. The different solubilities of the metals are exploited. A precipitation reaction is induced by the addition of a reagent (e.g. ‑OH), evaporation, or a change in pH or temperature, resulting in a solid solution. The final step is to recover the metals by electrolysis. In this process, the metals are deposited on a cathode by forcing a redox reaction through the flow of electricity.
Another recycling process currently being tested is electrohydraulic shredding. During this process, battery cells are first placed in water. Current pulses create a shock wave that separates the individual components of the cells. Housing parts, electrical foils, separators, and the active materials of the electrodes (nickel/cobalt and manganese oxide) are then separated by sieving and flotation.
The fractions obtained from the recycling processes (waste streams) are further processed in smelters and similar facilities. The resulting materials can then be reused as secondary raw materials in battery production, for example. Residues from the recycling process that cannot be reused are disposed of in designated landfills.
In addition to the recycling plants themselves, a number of other facilities are required, among them exhaust air purification systems, conveyor belts, and screening equipment.
Finally, it should be noted that the recycling of large Li‑ion batteries is still in its infancy and that research into alternative and more efficient methods is ongoing.
Possible dangers
Recycling Li‑ion batteries is not without its problems. Their components are very reactive and can cause fires. Even when discharged, they are not harmless. An incident usually leads to a self-reinforcing, chemical exothermic reaction in which the necessary oxygen is provided by the chemical reaction (thermal runaway). Other effects that can be expected are:
- Formation of flammable and toxic gases
- Rapid fire growth and spread
- Significant difficulty in detecting an incipient fire due to rapid fire development
- Release of hazardous substances (air, water, soil)
- Impossible or difficult to extinguish with water
- Limited effectiveness of fire suppression systems, especially for high power Li‑ion battery storage.
In the context of the recycling processes currently possible, fire hazards are probable where stored batteries are waiting to be recycled, during their dismantling, and during the shredding process.
Any mechanical damage (e.g. during storage or disassembly), thermal effects, improper storage (e.g. too high/too low temperatures), or internal damage in a battery cell (e.g. due to production faults) can lead to internal and external short circuits and thus to a fire or explosion.
For this reason, the storage of Li‑ion batteries is considered hazardous storage, especially since fluorine and toxic substances are released during a fire. The shredding process is another potential hazard as it uses brute force to destroy the battery cells, releasing the reactive materials that can cause a fire or even an explosion.
The hydrometallurgical process is considered to have a lower fire risk than the pyrometallurgical process since it does not involve high temperatures. There is a greater risk of fire from the treatment of toxic wastewater.
Overall, risk assessment must take into account that these are essentially pilot plants investigating and testing possible recycling processes. For an economically viable recycling plant, these processes and pilot plants need to be scaled up to industrial scale, which experience shows is not without problems, as scaling up can lead to the problems mentioned above.
In addition, a risk assessment must take into account that accompanying a fire in Li‑ion battery cells will be the release of toxic and environmentally hazardous substances and gases, which may endanger not only the environment but also the workforce and any emergency services (e.g. the fire brigade). In addition, the variety and quantity of chemicals stored for and used in the various recycling steps also pose a risk.
Possible fire protection measures
Current knowledge suggests that Li‑ion battery fires are difficult or impossible to extinguish.
To prevent or reduce the risk of a fire hazard during the recycling of large Li‑ion batteries and modules, or to mitigate the consequences of a fire, a number of fire safety measures are recommended.
Structural fire protection
When planning a new Li‑ion battery recycling facility, structural fire protection should be the top priority. This means that the individual operational processes such as battery storage and dismantling, battery cell processing and disassembly, and the storage of the recovered raw materials should each be housed in their own fire-segregated complexes or at least in fire compartments. Since it usually is not possible to physically separate these process steps, they should be separated by fire-resistant complex partitions or at least firewalls in accordance with VdS 2234 Complex Partitions/Firewalls3 to prevent the spread of fire to neighbouring parts of the building. Particular care should be taken to ensure that all necessary openings in these walls are fireproof and that the walls are at least 50 cm above the roof of the building in question.
Where operationally feasible, the storage area for the Li‑ion batteries to be recycled should be subdivided into further smaller fire compartments in order to confine a fire as much as possible to the fire compartment concerned.
Another structural fire protection measure is to use fire-resistant and non-combustible materials as much as possible in the construction of buildings. This allows firefighters to enter the building in the event of a fire and reduces the risk of rapid collapse due to the effects of the fire.
Chemical storage rooms and technical operating rooms (e.g. electrical distribution, compressor and heating rooms, etc.) should be located in separate fireproof rooms.
Preventive engineering fire protection
As part of preventive technical fire protection, it is recommended to protect the equipment and buildings with a comprehensive sprinkler system in accordance with VdS loss prevention4 or Factory Mutual (FM Global)5 guidelines, in order to be able to extinguish an incipient fire as quickly as possible or at least to cool the Li‑ion batteries concerned in an effort to keep the fire as limited as possible. The water supply to the sprinkler system should be designed to operate for at least 120 minutes, as rapid extinguishing cannot be expected. However, as some fires have shown, a full sprinkler system alone does not appear to be a guarantee of damage limitation.6
To enable the fastest possible fire detection and firefighting, a comprehensive sprinkler system should be supplemented by an automatic fire alarm system that directly alarms the local fire brigade. If necessary, this should be supplemented by gas detectors (to detect particles in an electrolyte gas) and thermographic video detection systems (thermal cameras, also known as thermal imaging/infrared cameras) that monitor the storage temperature, since spontaneous combustion of Li‑ion batteries is often indicated by heating. However, even with these precautions, there is no absolute certainty. Since ignition can occur spontaneously and a fire is expected to spread very quickly, it remains uncertain whether there will be enough time for effective intervention between an alarm being triggered and a fire breaking out.
Because the primary objective is to prevent or contain a fire by cooling the heated battery and preemptively cooling the surroundings, in addition to the sprinkler system, equipping the building with extinguishing monitors triggered and controlled by thermal imaging cameras should be considered. The secondary objective is to prevent the fire from spreading to the surrounding area through targeted cooling/extinguishing. Compared to sprinkler systems, extinguishing monitors deliver a much larger volume of water in a very short time to the source of a fire. In addition, firefighters should be able to operate extinguishing monitors manually.
Additional measures and safety precautions should be taken for equipment that can potentially cause a fire, such as shredders, which can be operated only in an inert gas atmosphere and vacuum.
Operational and organisational measures
The usual fire safety precautions are recommended as operational and organisational measures. These include regular maintenance and servicing of all equipment, maintenance of tidiness and cleanliness, no storage of flammable materials on the outside walls of the building, implementation of the welding permit procedure, adequate provision of the company with suitable initial fire extinguishing agents, regular inspection of electrical equipment, and detailed and regular training of the company’s employees on the specific hazards and required fire safety behaviour.
Li‑ion batteries should be stored in such a way that the spread of fire to neighbouring batteries is at least delayed, if not prevented. This can be achieved, for example, by separating the individual storage compartments horizontally and vertically with non-combustible metal barriers between the individual storage compartments, taking care not to impair the extinguishing/cooling effect if a sprinkler system is installed. In block storage, the storage height should not exceed 3 m and the storage area should be divided into smaller block storage areas by intermediate aisles at least 3 m wide.
Preventive fire prevention
Preventive fire prevention should also be carefully planned. This includes drawing up a detailed action plan in advance with the local fire brigade, marking out the company’s hazard points. This will enable the fire brigade to take targeted action in the event of a fire. The plan should also include instructions for the removal/disposal of damaged cells and modules. It should also enable the fire brigade to carry out regular drills at the site to familiarise firefighters with local conditions and hazards.
Adequate parking for fire engines and equipment should be provided, as well as to be able to drive around the building in the event of a fire or to fight the fire from all sides of a building.
A sufficient water supply should be available for fire fighting. Experience with Li‑ion battery fires shows that there is a huge demand for water to cool the affected batteries and to successfully fight the fire. The fire brigade and the local water supply company should be consulted to estimate the amount of water required.
As the cooling/fire-fighting water is likely to be contaminated with environmentally hazardous and toxic substances in the event of an incident, the company should have a fire-fighting water retention system in place.
Further valuable information on fire protection can be found in publications such as the VdS7 and FMG8 datasheets, which provide information and recommendations specifically for the preventive fire protection of Li‑ion batteries.
Notes on underwriting
The investment costs for Li‑ion battery recycling facilities are comparatively high and are currently not covered by the revenues generated from the recycled materials. A 2021 study9 by the Frauenhofer Institute for estimated a total investment volume of EUR 2.9 million to EUR 4 million for a mechanical treatment/separation process for 1,000 t/year with downstream hydrometallurgical treatment. For dismantling with downstream pyrometallurgical and hydrometallurgical processing, a total investment of EUR 2.4 million to EUR 5.6 million is estimated. Current estimates are that 100,000 t/year or more of Li‑ion batteries will need to be processed to create an economically viable operation. As these numbers indicate, in terms of property value, the buildings and equipment represent a high insurance value.
In addition to the currently known recycling processes, other recycling processes will become more important in the future, possibly with additional or different exposures.
When underwriting a recycling company that processes Li‑ion batteries, and in order to assess the associated hazards from a property insurance perspective, a recent (not older than three years) and meaningful survey report that addresses the specific hazards as well as any existing protective measures should be available as a basis. Based on this and the existing policy, the following notes and considerations should be taken into account for underwriting and decision‑making.
General information
- Location and use of buildings
- Type and details of Li‑ion battery storage (e.g. quantity stored, type of storage, storage height)
- Dimensions of buildings, including building height
- Any existing photovoltaic system on the buildings
- Information on the existing operating license
Existing fire protection measures
- Type of storage building construction, materials and components used, and fire resistance information
- Structural fire protection measures (e.g. complex/fire walls, distances to other buildings, fire resistant rooms, flood protection, structural burglary protection measures)
- Design of complexes/firewalls (e.g. routing of canopies, fire protection of existing openings)
- Technical measures (e.g. automatic fire detection and extinguishing systems, smoke and heat extraction systems, burglar alarm systems, alarm transmission)
- Organisational and operational protective measures (e.g. Business continuity plan (BCP), maintenance, order and cleanliness, smoking ban, site security, fencing, staff training)
- Defensive fire protection measures (e.g. company/plant fire brigade, public fire brigade, hydrants, water supply, extinguishing water collection measures)
- Other (e.g. time to replace buildings, contents, inventory, financial and order situation in relation to reconstruction, expected downtime after a loss, expected impact on customers/markets, estimated time for necessary re‑application for operating licences)
Value exposure
- Value of buildings, equipment/facilities, inventory
- Insured first loss items
Business interruption
- Existing “bottlenecks” and possible alternatives/replacements (e.g. IT, transport/storage systems), delivery times for critical equipment, reconstruction times, time required for necessary planning and permitting procedures
- Effects/consequences expected in the event of a disaster (e.g. ability to deliver, financial impact, additional expenditure, interactions, contractual penalties)
- BCP/contingency plan in place (up to date, regularly reviewed)
Wording/insurance contract
- Standard wording or manuscript wording
- Scope of cover including insured perils (e.g. named perils, all risks or cut-out cover, machinery breakdown, Increased Costs of Working (ICOW) / Additional Costs of Working (ACOW))
- Basis of the insurance values established (e.g. new price, current value, market value, replacement value)
- Basis of indemnification in the event of a claim and any existing underinsurance provision
- Agreed loss limits, deductibles, waiting periods, sublimits
- Agreed costs/risk positions/additional costs
- Agreed annuity sums
- Agreed subsequent liability
- Agreed retention period
Other issues
- Claims history
- Exposure to natural hazards (e.g. flood, earthquake, storm)
- Attractiveness of stored goods in terms of theft and robbery
- Political stability of the region and possible risk of arson
- Multiple risk
- Subjective risk of the policyholder
Summary
Driven by the desired energy revolution and the triumphant advance of e‑mobility, recycling plants for recovering valuable raw materials from Li‑ion batteries will become increasingly important in the future. This brings with it new risks. Longer-term experience is not yet available since currently these are mostly pilot plants testing possible recycling processes.
Future Li‑ion recycling facilities will require significant investment in the necessary technological equipment and preventive fire protection measures. From a property insurance perspective, such facilities will pose challenges in terms of estimating potential maximum losses and assessing the effectiveness of preventive structural, operational, organisational, and defensive fire protection measures, especially given the industry’s limited experience of individual losses. In addition, insurance issues including the design of the insurance contract and the assessment of any existing accumulations from different insurance policies (e.g. Liability and Property insurance) will play a crucial role for the underwriting.
Download PDF version for Additional Reading and Endnotes.